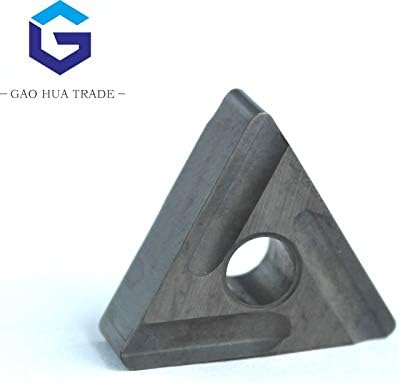
Sertlik : 90-92. Malzeme : Tungsten Karbür.Kullanımı : Dış Dönüm Aracı.Kaplama : Yok.Model numarası : 3130511 YG8. YG8 3130511 ZCCCT karbür kaynak ipuçları 20 adet/kutu freze klipsi bıçağı finiş işleme darbe direnci üçgen kesme kafası Not : Çimentolu karbür lehimli uçların 9 kullanım noktası 1. Kaynak kesici takım yapısı yeterli sertliğe sahip olmalıdır.İzin verilen maksimum boyut ve şekle ve daha yüksek mukavemetli çelik ve ısıl işleme dayalı yeterli sertlik. 2. Çimentolu karbür uçlar sıkıca sabitlenmelidir.Karbür kaynak uçları, yuvaya ve kaynağa dayanan yeterli derecede sabit bir firma olmalıdır. garanti kalitesi.Bu nedenle, kesici uç yuvasının şeklini bıçak şekline ve takım geometrisi parametrelerine göre seçmelisiniz. 3. Arbor'u inceleyin carefully.To bıçakların sapa kaynaklanmasından önce bıçak ve çardak için gerekli kontrolleri yapın. 1. bıçak yatağı yüzeyini kontrol etmeli, ciddi bükülme olmadığından emin olmalısınız. 2. karbür kaynak yüzeyi ciddi karbürlenmiş tabakaya sahip olmayabilir. 3., katı kaynak sağlamak için kir karbür bıçak yüzeyini ve çardak ekleme yuvasını temizleyin. 4. Lehim seç reasonably.In kaynak mukavemetini sağlamak için uygun bir kaynak seçmelisiniz. solder.In kaynak işlemi, iyi ıslanma ve akış sağlamalı ve hava kabarcıklarının dışlanmasını sağlamalısınız, kaynağın alaşım kaynak yüzü ile tam temas ettiğinden ve kaynak fenomeni sıkıntısı olmadığından emin olun. 5. Kaynak akısını seçin rightly.It endüstriyel boraks kullanmak daha iyidir ve kullanmadan önce bir kurutma fırınında kurutulur, daha sonra ezilir ve mekanik kalıntıları gidermek için çıkarılır ve bir kenara bırakılır. 6. Net formu shim.In yüksek titanyum düşük kobalt ince partikül alaşımlı kaynakta ve uzun ve ince alaşımlı bıçak kaynağında kaynak stresini azaltmak için, 0.2-0.5 mm kalınlığında dilim veya 2-3mm delik çaplı net form şim kullanmanızı öneririz. telafi şim olarak. 7. Kesiciyi keskinleştirmenin doğru yolu.Karbür talaşı iyi kırılganlığa sahip olduğundan ve çatlak oluşumuna duyarlı olduğundan,.